欢迎来到马鞍山市华科实业有限公司网站!

 13955550860
13955550860





304不锈钢管因其耐腐蚀性好自进入市场以来就被得到广泛应用,你知道304不锈钢管为什么耐腐蚀性这么好吗?
304不锈钢管表面有一层很薄、坚固细密而稳定的富铬氧化膜,304不锈钢管之所以防锈,就靠这层氧化膜阻止氧原子渗入发生氧化反应而导致生锈。而不锈钢中添加的镍和铬一起使高铬钢的组织发生变化,从而使不锈钢的耐腐蚀性能及工艺性能获得较大改善,304不锈钢管生锈就是被氧化或者腐蚀,铬镍的添加很好的使其抗l氧化和耐腐蚀性能增强而不易生锈,这就是为何304不锈钢管不会生锈的原因。



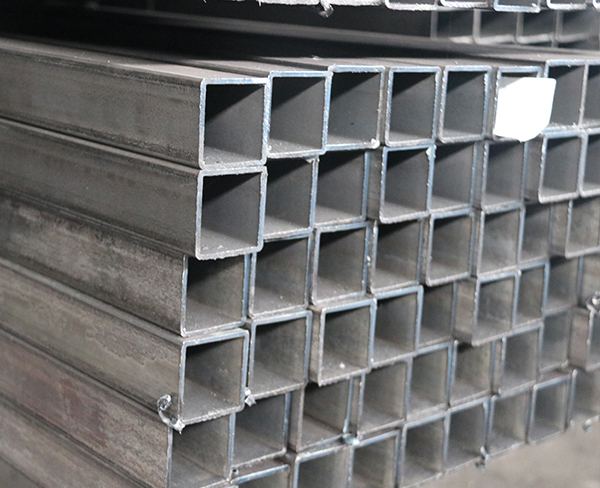
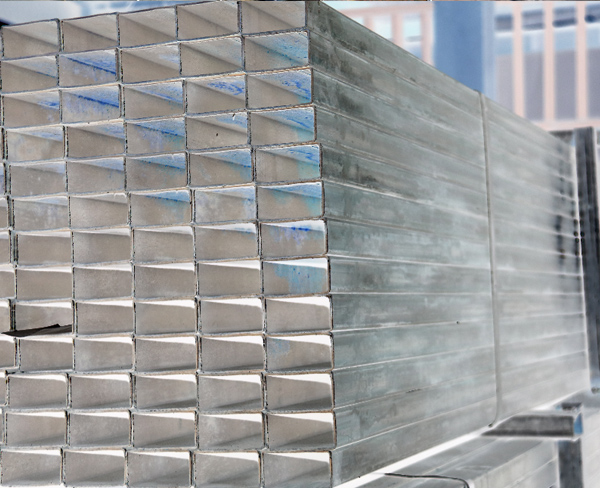
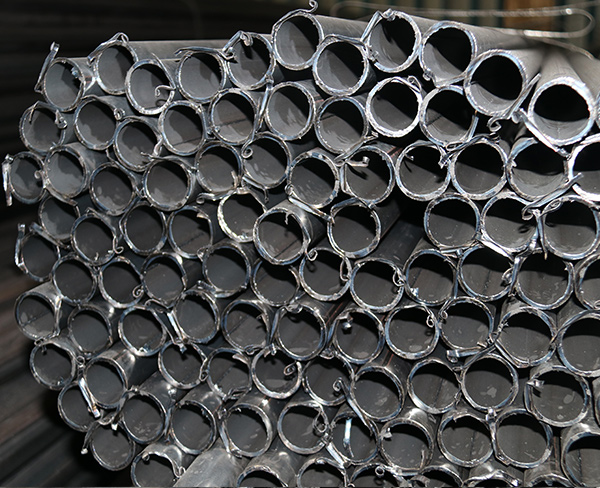
不锈钢焊管焊接需要注意很多问题,包括乳化油和油污等对管材表面的影响,不锈钢焊管表面光亮无油污、延展性好且应用广泛。所以就需要在焊接时特别注意。
1、采用垂直外特征的电源,直流时采用正极性(焊丝接负极)。
2、一般适合于6mm以下薄壁钢管的焊接,具有焊缝成型好,焊接变量小的特点。
3、庇护气体为气,纯度为99.99%。当焊接电流为50-50A时,气流量为8-0L/min,当电流为50-250A时,气流量为2-5L/min。
4、钨极从气体喷嘴凸起的长度,以4-5mm为佳,在角焊等掩蔽性差的处所是2~3mm,在开槽深的处所是5~6mm,喷嘴至工作的距离一般不跨越5mm。
不锈钢焊管
5、为防止焊接气孔之呈现,焊接部位若有铁锈、油污等务必清理清洁。
6、焊接电弧长度,焊接通俗钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则庇护结果欠好。
7、 对接打底时,为防止底层焊道的后背被氧化,后背也需要实施气体庇护。
8、 为使气很好地庇护焊接熔池,和便于施焊操作,钨极中间线与焊接处工件一般应连结80~85°角,填充焊丝与工件概况夹角应尽可能地小,一般为0°摆布。
9、防风与换气。有风的处所,务请采纳挡网的办法,而在室内则应采纳恰当的换气办法。

不锈钢管在加工下料的时候应该采用剪切或者等离子切割机等工具来完成。不锈钢管在剪切的时候应该与送进支架隔开,放料的时候也应该采用橡胶垫,这样可以避免不锈钢表面的划伤,不锈钢管在用等离子切割机切割完成后,切割的渣应该清理干净。
如果是批量切割的话,应对已经完成的零件及时清理出来,这样可以避免割渣对不锈钢的污染。不锈钢管在锯切下料的时候,我们应该夹紧然后加入胶皮保护,锯切以后我们还应该清理工件上的油污等。


扫一扫手机网站










 在线客服
在线客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com